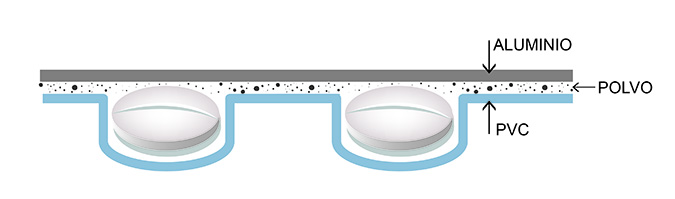
Uno de los problemas más comunes a enfrentar durante el proceso de blisteado, es la falta de hermeticidad en el sellado que se presenta en el caso del envasamiento de comprimidos no recubiertos, producto de la generación de polvo que, dependiendo de la dureza y grado de compactación del comprimido, se producirá en mayor o menor medida, arrojando fallas en el sellado.
Este defecto se produce por la deposición del polvo sobrante sobre el PVC o el material formable en gral., actuando como un aislante que dificulta la íntima unión que se persigue que haya entre la capa de laca termosellable aplicada sobre el aluminio y el material formable.
Para poder enfrentar este problema, pueden abordarse soluciones actuando sobre el material (aluminio de tapa), sobre el proceso o sobre los equipos, las mismas son las siguientes:
Sobre el material de tapa (aluminio):
- Aumentar la carga de laca. De esta manera se mejora el sellado, permitiéndole incorporar en la laca parte del polvo que actúa como aislante.
- Utilizando lacas más plásticas que termosellen a menor temperatura. Esta solución tiene como desventaja que la fuerza de adhesión baja.
Sobre el proceso
- Aumentando la presión y la temperatura de sellado. Esta solución es bien acotada ya que el apartamiento de las variables normales de sellado traen aparejados otros problemas como ser el perforado del aluminio o la ruptura de las tintas por exceso de presión o el quemado de las lacas por aumento de temperatura.
Sobre los equipos
- Reemplazando la carga con cepillos mecánicos (del tipo orbital) por carga manual o carga dedicada, por ser estos, métodos menos riguroso con los comprimidos que minimizan el impacto mecánico sobre ellos, generando menos polvo excedente.
- Colocando en las bandejas de carga, aspiraciones localizadas que eliminen el polvo libre.
- Mejorando la descarga a tierra de los equipos, de forma tal que el PVC (que tiende a cargarse estáticamente con mucha facilidad) pueda descargarse potencialmente, evitando la adherencia del polvo.
- Colocando previo al ingreso a la estación de sellado, un cepillo con aspiración que elimine el polvo que pudiera haber quedado depositado sobre el PVC.
Ing. Horacio Nieco, Gerente General de Barrier Solution.

 Blisteado de comprimidos no recubiertos. Problemas.
Blisteado de comprimidos no recubiertos. Problemas.